امروزه کاربرد تلفیقی از شیشه و آلومینیوم در معماری مدرن به صورت گسترده مورد توجه و استقبال معماران و طراحان قرار گرفته است. تنوع رنگی، وزن کم (چگالی سنگینترین آلیاژ آلومینیوم ۲.۵۹ گرم بر سانتیمتر مکعب)، مقاومت و کیفیت بالا از جمله عوامل مهم از نقطه نظر طراحان برای دستیابی به نمای زیبا و چشمنواز در ساختمانها به شمار میآید. آلومینیوم علاوه بر ظرافت، دوام و سبکی از جمله فلزات قابل بازیافت و سازگار با محیط زیست است که امروزه به صورت اختصاصی و با محاسبات دقیق مهندسی با استفاده از نرمافزارهای پیشرفته و به روز دنیا همچون Orgadata و Iwindor طراحی و در نماهای ساختمانی و ساخت درب و پنجره به صورت ویژه مورد استفاده قرار میگیرد.
پروفیل آلومینیوم با پوشش آنادایزینگ دارای رنگهای متنوع و زیبا بوده و در مقابل شرایط جوی و اشعه ماوراء بنفش مقاوم میباشد. از مزایای آلومینیوم دارا بودن ضریب انبساط طولی ۰.۴۸ میلیمتر است که باعث میشود در دمای متوسط (۳۸ درجه سانتی گراد) کمتر از ۲ میلیمتر منبسط شود. اکثر فریمهای آلومینیومی با پوششی از اکسید از خوردگی و سوراخ شدن پروفیل جلوگیری کرده و باعث ایمن شدن در برابر رطوبت میگردد. با توجه به استحکام کششی بیشتر، قاب آلومینیومی با وزن سبک و ظاهر ظریفتر و باریکتر در مقایسه با فریمهای دیگر (همچون upvc ) چارچوب مقاومتری را برای درب یا پنجره فراهم نموده و سطح وسیعی از شیشه (در ابعاد جامبو) را میتواند تحمل نماید.
سایر ویژگی ها
عایق حرارتی، رطوبتی و صوتی
هدایت حرارتی زیاد
قابلیت شکلپذیری زیاد
عدم زنگزدگی
تنوع زیاد در طرح و رنگ
مقاوم در برابر شرایط جوی
غیر قابل اشتعال بودن
ایمن در مقابل سرقت و زلزله
عدم محدودیت در استفاده از یراقآلات
تکنولوژی تولید
مرحلهی اول در فرایند تولید آلومینیوم طراحی و ساخت قالب و تست اولیه آن در دستگاه اکستروژن است. برای طراحی محصول اطلاعاتی مانند محیط مورد استفاده از محصول، کاربری آن، عملیات سطحی و …. در اختیار مشاورین و طراحان جهت انتخاب هر چه بهتر آلومینیوم با آلیاژ مناسب قرار میگیرد.
پس از تست اولیهی قالب و انتخاب آلیاژ مناسب برای آلومینیوم فرآیند اکستروژن که یکی از مراحل مهم در تولید پروفیل آلومینیوم به شمار میآید، آغاز میگردد.این فرآیند شامل کوره پیش گرمکن، بیلت، جک هیدرولیکی، قالب و پرس اکستروژن میباشد. ابتدا بیلت به عنوان مواد اولیه تولید آلومینیوم برای راحتتر قرار گرفتن در قالب در کورهی پیش گرمکن با حرارت حدود ۳۰۰ الی ۴۰۰ درجه سانتیگراد گرم شده و وارد دستگاه اکستروژن میشود در آنجا توسط جک هیدرولیکی تحت فشار قرار گرفته و به راحتی و آرامی داخل قالب سرازیر شده و با پرس آن شکل نهایی سطح مقطع مشخص میگردد. پرس اکستروژن توانایی اعمال نیرویی برابر ۱۵۰۰-۱۰۰ تن را داراست. توانایی پرس در اعمال نیرو از یک سو و قطر بیلت (اندازه اکستروژن) از سوی دیگر ۲ پارامتر اساسی و تعیینکننده جهت تعیین بزرگترین مقطع تولیدی توسط پرس اکستروژن میباشند. لازم به ذکر است، بیلت آلومینیومی به صورت استوانههای توپر یا توخالی بوده که در طول و قطرهای مختلف متناسب با دستگاه اکستروژن برش داده میشود.
طول پروفیلهای تولیدی متناسب با شکل قالب و اندازه بیلت اکسترود شده تا حدود ۳۸ متر نیز تولید میگردد. پروفیلها جهت سختتر شدن و افزایش مقاومت توسط میزهای نواری تمام خودکار در کورهی انجینگ قرار میگیرند. پوشش رنگ پروفیلهای تولیدی به صورت الکترواستاتیک در طی مراحلی شامل زیرسازی رنگ در وانهای مجزا، کوره خشککن، پاشش رنگ با گانرهای تمام اتوماتیک، کوره پیش گرم پروفیل و کوره پخت انجام میشود. به منظور آنادایزینگ پروفیلها مطابق با آخرین استانداردهای موجود بعد از خارج شدن پروفیل از کورهی انجینگ ضخامتی میکرونی از سطح پروفیل برداشته شده و با سطوح مات و براق آنادیز (آبکاری) میشود. این فرآیند عامل مهمی در ماندگاری و طول عمر بالای پروفیل همراه با افزایش زیبایی به شمار میآید.
به منظور سردسازی پروفیل تولیدی روشهای مختلفی همانند کوئینج سریع یا سرد شدن به آرامی در تماس با دمای محیط وجود دارد. کوئینج سریع در جلوی دستگاه اکستروژن تعبیه شده و توسط آب با توجه به آلیاژ تولیدی و خواص مکانیکی نهایی پروفیل انجام میشود. بعد از سرد شدن کامل پروفیلها به منظور اصلاح هرگونه پیچش و تابیدگی مقاطع را توسط دو فک هیدرولیکی بسیار قوی تابگیری مینمایند. شایان ذکر است که دستیابی به ابعاد نهایی پروفیلها در این مرحله حاصل میگردد. همچنین در برخی از آلیاژها از این مرحله به عنوان عملیات کار سرد و یا تنشزدایی از ساختار استفاده میگردد. در مرحلهی نهایی برش پروفیل با توجه به اندازههای درخواستی مشتریان با استفاده از دستگاههای پیشرفته انجام گرفته تا سطح برش بدون هیچ نقص و تورفتگی باشد. در نهایت به منظور جلوگیری از وارد شدن آسیب به پروفیلهای تولیدی و خراشیدگی آنها توسط دستگاه اتوماتیک لیبل زن و دستگاه بسته بندی، پروفیلها بسته بندی شده و به محل پروژه منتقل میگردد.
انواع پروفیل آلومینیومی
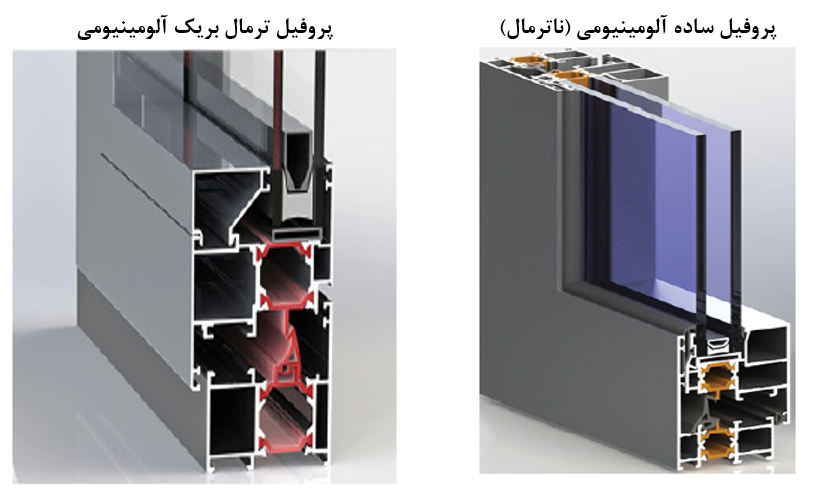
پروفیل آلومینیوم ضریب انتقال حرارت بالایی دارد. به منظور افزایش عایق حرارتی بودن پنجرهها علاوه بر دو جداره بودن شیشهها می توان از پروفیل آلومینیومی ترمال بریک استفاده کرد. کاربرد لاستیکهای پلی آمید در ساختار این پروفیلها باعث عدم انتقال حرارت و صرفهجویی در مصرف انرژی شده است. لاستیک پلی آمید قابلیت تحمل دمایی تا حدود ۲۲۰ درجه سانتیگراد و برودت ۵۰ درجه سانتیگراد را دارا میباشند. استفاده از سیستم ترمال بریک باعث کاهش ۳۸ درصدی اتلاف انرژی حرارتی در فصول سرد، کاهش ۳۲ درصدی اتلاف انرژی برودتی در فصول گرم و در نتیجه ۲۰ درصد کاهش هزینه در سیستم تأسیسات ساختمان میشود. پروفیل آلومینیوم ترمال بریک انواع متفاوتی داشته که براساس میزان ضریب انتقال حرارتی که با توجه به منطقه مورد نیاز است، مشخص میگردد. نکتهی دیگر قابل تأمل در سیستم درب و پنجره ترمال بریک همسویی ضریب انبساط طولی پلی آمید با آلومینیوم در شرایط جوی متفاوت میباشد.

انواع پنجره آلومینیومی
- پنجره های لولایی
- پنجره های دو حالته
- پنجره های کلنگی
- پنجره های کشویی
- پنجره های محوری
- پنجره های آکاردئونی
- پنجره های واگنی
- پنجره های اسلاید
شرکت الماس شیشه جهان نما با استفاده از پروفیلهای تولیدی شرکت AKPA، Lorenzo و Saray توانسته است محصولات و خدمات با کیفیت بالا و مطابق با آخرین تکنولوژی روز دنیا به مشتریان خود عرضه نماید
برخی از پروژههای مرتبط



